

Beholdning av metallskjæringsprosess, hvilken bearbeidingsmetode er mer anvendelig?
2025-10-15
Innen maskinbearbeiding er metallskjæring den mest grunnleggende og mest brukte til en prosess, metallskjærebehandlinger delt inn i mange slag, det er dreiing, boring, boring, høvling, brosjing, fresing og sliping. I dag tar du deg til å forstå disse prosessene, slik at i selve behandlingen kan brukes bedre.
1. Snuing
Dreiing refererer til rotasjonen av arbeidsstykket som hovedbevegelsen, skjæreverktøyet beveger seg i en rett linje som matebevegelsen til skjæreprosessen.
Gjeldende scenarier: sylindrisk, konisk, endeflate og andre roterende kroppsdeler behandling
Maskineringsutstyr: CNC dreiebenk, vanlig dreiebenk
Fordeler:
Egnet for bearbeiding av roterende deler med høy presisjon
Stabil skjæreprosess, bedre overflatekvalitet
Kan være innvendig og utvendig rund, gjenging, rilling og annen behandling
Ulemper:
Ikke egnet for komplekse former av ikke-roterende deler
Begrenset evne til å behandle asymmetriske arbeidsstykker
2. Fresing
Fresing refererer til fresrotasjonen som hovedbevegelsen, arbeidsstykket eller freseren som matebevegelsen tilskjærebehandlingmetode.
Gjeldende scener: plan, overflate, rille, utstyr og andre komplekse former behandling
Maskineringsutstyr: vertikal fresemaskin, horisontal fresemaskin, CNC maskineringssenter
Fordeler:
Gjelder for en rekke komplekse formdeler
Kan utføre multi-akse koblingsbehandling, for eksempel fem-akset fresing
Høyere produksjonseffektivitet, egnet for masseproduksjon
Ulemper:
Raskere slitasje på skjæreverktøy, høyere kostnader
Høyere krav til stivhet for verktøymaskiner
3. Høvling
Høvling refererer til skjærebehandlingsmetoden der høvleverktøyet og arbeidsstykket gjør frem- og tilbakegående bevegelser i horisontal retning i forhold til hverandre i en rett linje.
Gjeldende scener: stort plan, styreskinne og annen prosessering med langt slag
Maskineringsutstyr: portalhøvel, bullheadhøvel
Fordeler:
Egnet for bearbeiding av store arbeidsstykker
Enkel utstyrsstruktur, enkelt vedlikehold
Ulemper:
Lav maskineringseffektivitet, gradvis erstattet av fresing
Nøyaktighet og overflatekvalitet generelt
4.Sliping
Sliping refererer til metoden for å behandle overflaten av arbeidsstykket ved å rotere slipeverktøyet med høy lineær hastighet.
Gjeldende scenarier: overflatebearbeiding med høy presisjon, etterbehandling av hardt materiale
Behandlingsutstyr: overflatekvern, sylindrisk kvern, senterløs kvern, etc.
Fordeler:
Høy maskineringsnøyaktighet opp til mikronnivå
Egnet for herdet stål, keramikk og andre harde og sprø materialer
Ulemper:
Lavere maskineringseffektivitet
Slitasje på slipeskiven krever regelmessig påkledning
5. Boring
Boring refererer til skjæremetoden der boreverktøyet beveger seg i forhold til arbeidsstykket og gjør aksial matebevegelse for å behandle hull i arbeidsstykket.
Gjeldende scener: hullbehandling, som gjennomgående hull, blindhull, gjenget bunnhull, etc.
Maskineringsutstyr: boremaskin, maskineringssenter, dreiebenk
Fordeler:
Spesialisert for hullbearbeiding, høy effektivitet
Kan matches med forskjellige bor, som spiralbor, senterbor, dyphullsbor, etc.
Ulemper:
Gjelder kun hullbearbeiding, enkeltfunksjon
Lett å avlede og vanskelig å fjerne spon under bearbeiding av dype hull.
6. Kjedelig
Boring refererer til skjæremetoden som bruker boreverktøyrotasjonen som hovedbevegelse og arbeidsstykket eller boreverktøyet som matebevegelse.
Gjeldende scene: stort hull, bokstype deler, for eksempel motorblokk
Utstyr: Boremaskin, maskineringssenter
Fordeler:
Høypresisjons hullbehandling, spesielt dypt hull med stor diameter
Kan fullføre fresing, tapping og annen komposittbehandling samtidig
Egnet for tunge, store arbeidsstykker
Ulemper:
Stor investering i utstyr, egnet for profesjonell behandling
Behandlingseffektivitet for små hull er ikke like god som boring
7. Broaching
Broaching refererer til bruken av broachs i trekkkraften under påvirkning av aksial bevegelsesbehandling av arbeidsstykkets indre og ytre overflate avskjærebehandlingmetoder.
Gjeldende scene: intern kilespor, spline, formet hull og annen batchbehandling
Behandlingsutstyr: broaching maskin
Fordeler:
Komplekse former kan maskineres i én omgang
Høy maskineringsnøyaktighet, god overflatekvalitet
Ulemper:
Høye kostnader for skjæreverktøy, kun egnet for masseproduksjon
Begrenset bearbeidingsområde, ikke egnet for produksjon av små partier i ett stykke
Hvordan velge riktig bearbeidingsmetode?
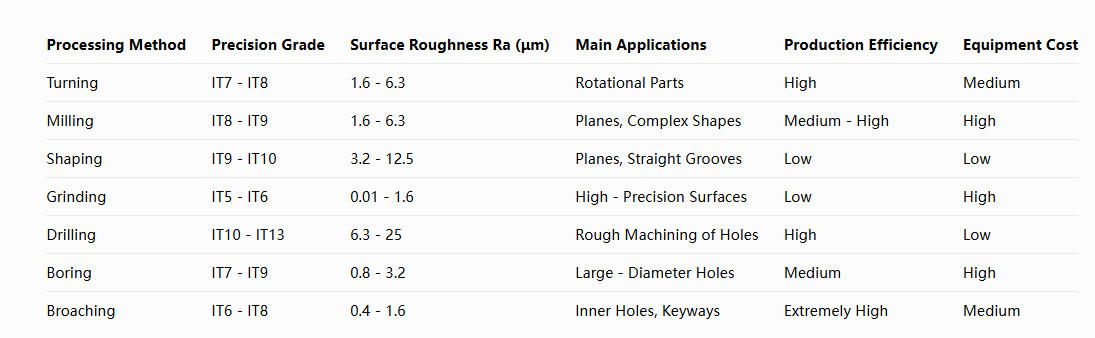
Velg i henhold til formen på delen:
Dreiing foretrekkes for roterende deler
Vurder fresing for flate overflater eller komplekse former
Smalplan kan velge høvling
Velg i henhold til presisjonskravene:
Høye presisjonskrav velger sliping eller brosjing
Dreiing eller fresing for generell presisjon
Velg i henhold til produksjonspartiet:
Vurder broaching eller spesielle maskinverktøy for masseproduksjon
Enkelt stykke av små partier utvalg av generelle verktøymaskiner som dreiebenker, fresemaskiner
Velg i henhold til hardheten til materialet:
Materialer med høy hardhet er foretrukket å vurdere sliping
For generelle metallmaterialer er ulike metoder tilgjengelige
Å velge riktig skjæremetode kan forbedre maskineringseffektiviteten og kvaliteten dramatisk! Hver prosesseringsmetode har sine egne unike fordeler og anvendelige scenarier, i faktisk produksjon, krever ofte en kombinasjon av flere prosesser.
Relaterte nyheter
- Den samme fresekutteren, markedet
- Koreanske kunder besøkte vårt selskap for å diskutere et nytt kapittel av Milling Cutter Cooperation!
- Hvordan bestemme vitenskapelig fresedybden for trebearbeidende freser?
- Hva er egenskapene og bruken av grafittfreserkutter?
- Hvorfor er det en så stor prisforskjell for den samme fresekutteren?
- Hva er stupefresing? Hva er applikasjonene i maskinering?












